当前位置>中经研究 >
拉丝铝板卷项目市场分析
发布时间 2019-03-08 13:43:47 来源:中经纵横
第一节 拉丝铝板卷产品定义
拉丝铝板卷是反复用砂纸将铝板刮出线条的制造过程,其工艺主要流程分为脱酯、沙磨机、水洗3个部分。
第二节 拉丝铝板卷产品特点
在铝板拉丝制程中,阳极处理之后的特殊的皮膜技术,可以使铝板表面生成一种含有该金属成分的皮膜层,清晰显现每一根细微丝痕,从而使金属哑光中泛出细密的发丝光泽。近年来,越来越多的铝板产品的金属外壳都使用了金属拉丝工艺,以起到美观,抗侵蚀的作用。使产品兼备时尚和科技的元素。这也是该工艺倍受欢迎的原因之一。略……
第三节 拉丝铝板卷产品分类与构成分析
一、拉丝铝板卷行业产品分类标准
铝板拉丝通常包括:短拉丝系列和长拉丝系列。
短拉丝氧化铝表面类似于304不锈钢,风格粗犷,金属感强烈。
长拉丝氧化铝表面类似于304发纹不锈钢,丝路柔和。
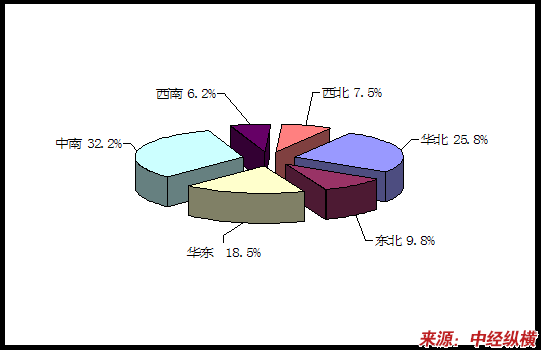
二、拉丝铝板卷产品国内需求市场份额
拉丝铝板卷项目市场需求结构分布
第四节 国内拉丝铝板卷产品技术工艺应用分析
拉丝模是各种金属线材生产厂家(如电线电缆厂、钢丝厂、焊条焊丝厂等)拉制线材的一种非常重要的易消耗性模具。拉丝模的适用范围十分广泛,主要用于拉拔棒材、线材、丝材、管材等直线型难加工物体,适用于钢铁、铜、钨、钼等金属和合金材料的拉拔加工。由于拉丝模的成本约占拉丝费用的1/2以上,因此,如何降低拉丝模成本、提高其使用寿命是金属线材生产单位迫切需要解决的问题。
我国是线材生产大国,产量居世界前列。我国拉丝模制造工业从八十年代起发展较快,随着拉丝模制造水平的不断提高和生产工艺的不断改善,我国的拉丝模制造技术有了进一步的发展,尤其是在拉丝模的材质、结构等方面有了长足进步。略……
第五节 拉丝铝板卷生产工艺流程分析
拉丝(又称刷丝、丝纹加工),分为拉长丝(刷长丝)和拉短丝(刷短丝)两种。
(1)拉丝前的板面处理
拉丝是铝板装饰处理最常用的一种方法。要求底面无擦伤、无划伤、无油污、无氧化皮等。虽然有的铝板衬有保护膜,但经过下料、搬运,对表面造成的划伤和擦伤很普遍,因此进行前处理是非常必要的。拉丝前的表面处理应按本文中的抛光和喷砂进行。
(2)拉长丝(直纹拉丝)
a.机械拉丝:专用拉丝机,它是利用含磨料的砂带旋转使其同铝板表面接触,在板面上形成有规则的、从顶端到下端的直线丝纹。用砂带进行直纹拉丝最好应在砂带上涂布煤油,这样拉出的丝纹光亮。
b.刨床改装拉丝机:将被拉丝的铝板固定在刨床的平台上,再将含磨料的尼龙刷或叠起的百洁布固定在刨床的刀架上,利用刨刀架往返的直线匀速运动对铝板表面进行直纹拉丝加工。
c.自制一个固定的台面将铝板固定,然后再仿照刨床的原理对铝板直纹拉丝。
d.其他手工操作包括以下工序。
·选一块方整的木块,表面裹上水砂纸(按粗细纹理选用砂纸),蘸煤油从上至下按一个方向擦拭,即可擦出直线纹。
·同样的方法,用平时五金商店出售的铜丝刷在流水下刷拭(也可以沾煤油),同样可出现直线丝纹,只是丝纹较深。
·采用抛光的原理将抛光轮取下,换上含磨料的尼龙刷,铝板下垫~硬托板,在流水下进行刷拭。操作时应注意压力的均匀。
·在木块下垫一块百洁布,对铝板表面擦拭,在流水下或蘸煤油均可,也可以得到同百洁布拉长丝的效果。
e.用印制板的刷板机进行拉丝:一般印制板用的刷板机的刷辊,l50目为去毛刺用,200~220目为表面粗4t用,300目为刷光用,此设备可直接用于铝板的拉长丝用。
以上所介绍的除机械拉丝和刨床改装的拉丝机外,其他方法拉丝,丝纹不是很直,手工拉丝一是用力不均,二是方向有偏差。而印制板用的刷板机因是滚轮传动,时有跑偏现象,操作时应注意。
(3)拉短丝(断续丝纹)
拉短丝(断续丝纹)的加工是采用两轮的转速差而形成短丝。专用设备厂可以订做,也可以用印制板的刷板机改装,其方法是:用两组同向旋转的差动轮,一组为快速旋转的含磨料的尼龙刷辊,一组为慢速传送的橡胶辊。铝板从两组辊轮中通过,表面可磨出细腻的断续的直线短丝纹。比长丝更有特点,更突出金属晶纹。
第六节 国外拉丝铝板卷生产工艺发展阶段比较
铝元素是在1825年由丹麦物理学家H.C.奥尔斯德(H.C.Oersted)使用钾汞齐与氯化铝交互作用获得铝汞齐,然后用蒸馏法除去汞,第一次制得金属铝而发现的。
1854年法国科学家H.仙克列尔戴维里(H.SainteClaireDiwill)创立的钠法化学法和1865年俄国物理化学家H.H.别凯托夫(Н.Н.Бекетов)创立的镁法化学法。法国于1855年采用化学法开始工业生产,是世界最早生产铝的国家。
铝土矿的发现(1821年)早于铝元素,当时误认为是一种新矿物。从铝土矿生产铝,首先需制取氧化铝,然后再电解制取铝。铝土矿的开采始于1873年的法国,从铝土矿生产氧化铝始于1894年,采用的是拜耳法,生产规模仅每日1t多。
到了1900年,法国、意大利和美国等国家有少量铝土矿开采,年产量才不过9万t。随着现代工业的发展,铝作为金属和合金应用到航空和军事工业,随后又扩大到民用工业,从此铝工业得到了迅猛发展,到1950年,全世界金属铝产量已经达到了151万t,1996年增至2092万t,成为仅次于钢铁的第二重要金属。略……
第七节 近年国内外拉丝铝板卷技术工艺研发成果回顾
目前国际上拉丝机的设计制造主要有两大指导思想;一个是以意大利、德国、瑞典等欧洲工业发达国家为代表,主张拉丝机向大型、高速的活套式、直线式方向发展;另一个是以日本为代表,主张拉丝机有较高的速度,结合先进的辅助设备,向组合式拉丝机方向发展。
欧洲国家以先进的机械、电气工业体系为依托,首先在拉丝模及其润滑技术和卷筒水冷系统上取得突破,使钢丝的拉拔速度和质量大大提高,其拉丝机主力是活套式、直线式和水箱拉丝机。
日本在拉丝机设计制造方面,与欧洲国家相比稍有差距,但在辅助设备、简化电气控制系统等方面作了大量工作;它的指导思想是拉丝机首先应做到操作、维护简单、方便,用先进高效的辅助设备来提高拉丝生产效率。
第八节 未来拉丝铝板卷国内外技术工艺研发趋势分析
组合式拉丝机充分利用了各种型式拉丝机的优势,钢丝质量有较大的提高,并且可以用交流变频调速的方法使该类组合拉丝机具有象活套式或直线式拉丝机一样的、具有较大的机器压缩率的调节范围,对各种工艺路线适应性强。略……
上一篇 : 船舶工业项目市场分析
下一篇 : 铝塑复合膜项目市场分析