当前位置>中经研究 >
酒精制造项目市场分析
发布时间 2019-02-27 14:11:40 来源:中经纵横
第一节 行业界定及主要产品
酒精制造行业指用玉米、小麦、薯类等淀粉质原料或用糖蜜等含糖质原料,经蒸煮、糖化、发酵及蒸馏等工艺制成酒精产品的生产活动。
包括:粮食发酵酒精;糖蜜发酵酒精。
不包括:合成酒精(有机化学原料制造);木材水解酒精制造(林产化学产品制造)。
第二节 行业主要特征及发展历程
酒精与白酒生产是在酿酒的基础上发展来的。
我国酒精生产以发酵法为主,大多数工厂是采用薯干为原料,而广东、广西、福建、四川、台湾、等省是以甘蔗糖蜜发酵生产酒精的比例较大,华北、东北地区则以甜菜糖蜜发酵生产酒精较多。目前,各地酒精工厂因地制宜,也有利用野生植物淀粉质原料或亚硫酸盐纸浆废液和木屑稀酸水解法来生产酒精。我国合成酒精的大规模生产是以依稀为原料,采用直接法合成酒精。随着我国石油工业的发展,合成酒精的生产也势必有较快的发展。
近年来,随着酒精质量的不断提高,各科研部门对酒精工业进行了一系列的技术改革,无论是在连续蒸煮、真空冷却、连续糖化、液体曲、糖化酶、固体干酵母的使用、连续发酵、新型蒸馏塔的应用方面,或是在优良菌种选育,工艺与设备的改进,自动控制、综合利用和环境保护等方面,都取的了不少的成绩。
在近几年国内酒精行业突飞猛进的发展态势中,小规模的单体企业越来越少,企业生产规模在10万吨/年以上的不断增多;市场缺乏绝对的领导者,市场中强强对话成为主要声音,加剧了竞争程度。值得注意的是东北和河南地区更加集中,规模在10万吨/年以上的企业分别有6和3个名额。
我国现代化酒精制造历史不长,1907年德国人在哈尔滨建立第一个酒精制造厂。1902年福建酒精厂成立,以薯干为原料,1922年山东溥盆酒精厂投产以甜菜糖蜜为原料,1935年上海中国酒精厂成立,以进口甘蔗糖蜜和薯干为原料。
50年代开始,产量逐年增加,也开始进行技术革新,首先用微生物糖化剂代替麦芽,用前苏联三段蒸煮代替间歇蒸煮,进而采用粉碎原料连续蒸煮,糖化方面采用混合冷却连续糖化;糖蜜发酵实现连续化,淀粉质原料连续发酵也在一些工厂运转;发酵醪蒸馏全部采用连续工艺。70年代开始采用液体曲,以后又有糖化酶问世。80年代,80-85液化和其它低温蒸煮工艺开始得到应用。
近年来,高温α—淀粉酶,高糖化力糖化酶,耐高酵母,活性干酵母,差压蒸馏和各种酒糟处理新技术也开始应用,目前,我国淀粉利用率最高达92%左右,与国际水平相差不多,但是能耗要比欧美高50%。略……
第三节 国际市场动向及发展趋势分析
总部位于加拿大多伦多的全球可再生燃料联盟是一个非政府的国际性组织,它的成员来自全球30多个国家,成员生产的生物燃料产量约占全球产量的60%。2月初,全球可再生燃料联盟同德国统计分析机构F.O.Licht发布了共同研究成果——《全球2011年乙醇产量预测报告》。该报告称,2011年全球乙醇产量有望达到887亿升,可以在全球范围内每天替代100万桶原油供应量。该预测显示,2011年全球乙醇产量增幅超过3%,高于2010年858亿升的产量数据。
第四节 国内市场发展现状
中国酒精行业经过几年的高速发展之后,我们从酒精市场价格和成本的对比中发现,酒精赢利空间已经呈现下滑态势,意味着市场形势已经发生了巨大的变化。
1、产能逐年递增,食用酒精供大于销矛盾突出
由于生物能源概念的兴起,燃料乙醇技术的不断完善,中国酒精的产能与产量不断攀升,2011年10月中国酒精产量已经达到7.58亿升,同比增长24.72%。其2011年1-10月,全国发酵酒精的产量达66.5亿升,同比增长10.08%。
酒精产量的大幅增长,抵消了需求的强劲表现,加之取消出口退税,酒精出口受阻的影响,国内食用酒精市场供大于求的矛盾表现突出。
2、食用酒精一股独大
多年来,中国的酒精产品中食用酒精的产销量占有主导地位,根据中国酒精产品结构的数据显示,目前,中国酒精行业中食用酒精占酒精总量71%,仍占据主导位置,但市场需求日趋饱和,产量增长趋于平稳。燃料酒精、无水酒精增长态势明显,特别是燃料酒精市场前景广阔,其市场地位逐渐提升。
3、产地布局依旧,东北稳中有升
受原料、市场等要素制约,酒精生产总体布局结构没有大的变化,东北、华东地区处于相对集中的生产区。以2006年至2011年上半年东北、华北地区的数据为例,东北地区产量、产能比重同时加重,意味着该区域分布密度加大。所以其生产能力、总资产等直线上升。华北地区由于受原料等因素的限制,近几年产能趋于平稳。略……
第五节 行业发展趋势
(1)酒精产量继续保持快速增长,但增幅回落。
(2)出口受阻,食用酒精需求萎缩,供求格局失衡。
(3)酒精生产企业的竞争形式将体现在原料资源的争夺上,酒精生产继续向原料主产区转移和向大型化发展。
(4)原料的成本会越来越高,利润维持在较低水平。
(5)综合利用技术和“三废”处理技术逐步发展,行业循环经济和清洁生产技术水平逐步提高。
(6)燃料乙醇向“非粮”生产方向转变。
(7)公平的市场竞争环境将逐渐规范。国内的食用酒精市场竞争更加激烈;加上市场竞争环境的不断规范,因此必定会淘汰一批弱者。
第六节 2011-2014年行业运行能力预测
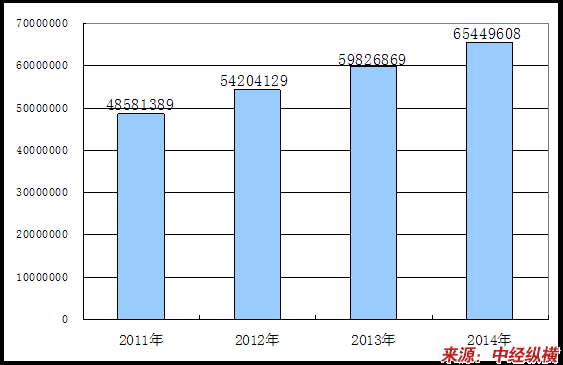
一、2011-2014年行业总资产预测
2011-2014年行业总资产预测
单位:千元
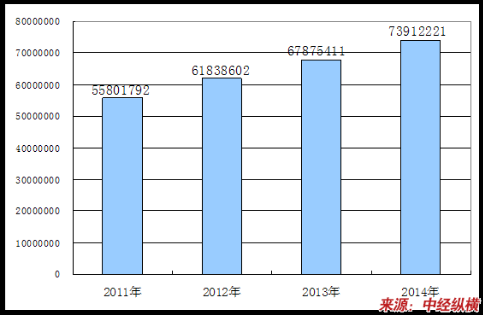
二、2011-2014年行业工业总产值预测
2011-2014年行业工业总产值预测
单位:千元
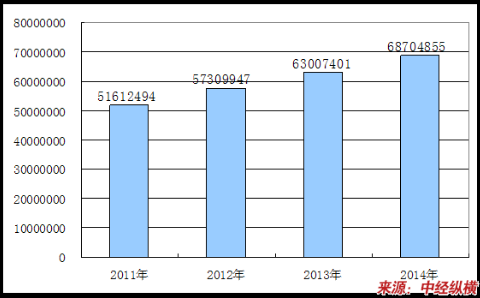
三、2011-2014年行业产品销售收入预测
2011-2014年行业产品销售收入预测
单位:千元
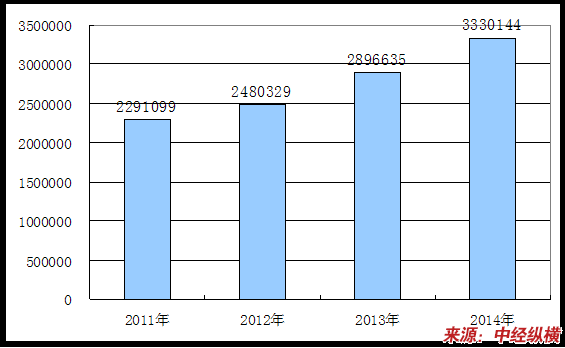
四、2011-2014年行业利润总额预测
2011-2014年行业利润总额预测
单位:千元
第七节 行业最新科技应用状况
酒精生产行业是耗水大户,其中又以冷却水耗量最大。
水在酒精生产中不仅仅是一种重要的原料,也是调节生产工艺条件和辅助生产的一种重要物质。根据酒精生产中各种工艺设备对冷却水温度要求的差异,采用冷却水梯级利用,在循环水池内加除藻剂、缓蚀阻垢剂,可提高冷却水的循环倍数。
改造建立循环冷却水系统和恒压供水系统,使水降温后循环回用,冷却水通过接触传热和蒸发传热效应进行散热、冷却。将水池中温度较低的冷却水,经恒压供水系统送到换热器冷凝,冷却器使用冷却水温升高后的冷却水再流经冷却塔,通过水与空气对流接触进行冷却降温,然后循环利用。在循环冷却过程中,不断有少量水分因蒸发、风吹、排污渗漏而散失,因此,循环冷却水系统需补充少量的水,现已收到了很好的节水效益,对水资源的保护起到了重要作用。
余热回收工艺的应用,酒精成熟醪经粗塔蒸馏后,从塔底排出。110℃时,酒精糟液进入余热回收一级真空罐,经气液分离后,酒精糟液再进入二级真空罐,再经气液分离后,酒精糟液从110℃降至80℃,进入污水处理车间。110℃酒精糟液进入一、二级真空罐经气液分离后,余热蒸汽进入一、二级真空泵,经负压提取真空罐内的余热蒸汽,进入粗塔利用,吨酒精节约蒸汽0.5吨。
酒精蒸馏控制系统的改造升级,酒精蒸馏是酒精生产的最后一道工序。长期以来,由于生产条件的限制,自动化水平较低,产品的产量和质量受到一定的限制,尤其是像这样整个蒸馏过程都在蒸馏塔内进行的。因此,对诸如温度、压力、流量等工艺参数要求很严格,用一般手动操作很难达到理想的效果。
第八节 行业科技发展趋势
利用酒精糟滤液、蒸馏冷却水进行拌料,在节约水、汽的同时,缓解了污水处理的压力,实现了资源的循环利用。浓醪发酵提高了成熟醪酒精含量,发酵结果明显提高,降低了能耗,减少了废水排放,降低了污水处理费用。通过循环水利用,降低吨酒精水的消耗量,减少地下水抽提量,对水资源的保护起到了重要作用。提高预热温度及余热回收蒸汽的再利用,来降低能耗。自动化控制系统升级改造后,对各个工艺参数进行调节、控制,达到提高产量和质量目的。略……
上一篇 : 钢轨绝缘接头项目市场分析
下一篇 : 钢筋混凝土轨枕项目市场分析