当前位置>中经研究 >
油井管产品项目市场分析
发布时间 2019-01-30 09:55:27 来源:中经纵横
第一节 油井管产品定义
油井管是指石油油井用无缝管。制造方法与无缝管相同,国内用DZ(地质)35~DZ55等钢制造。钢管两端车有螺纹,以便用接头联结。为保证接头处的密封性,对螺纹精度有较严格的要求。
第二节 油井管产品特点
套管、油管及钻柱构件(钻杆、钻铤、方钻杆等)统称油井管(OCTG)。石油工业发展迅猛,对油井管的需求量与日俱增。油田装备资产中,油井管约占60%。油井管在石油工业中占有重要的位置,是石油工业的基础。
第三节 油井管产品应用
油井管作为石油、天然气勘探开发的重要耗材,在石油工业中占有重要的位置。其主要包括钻柱构件(钻杆、方钻杆、钻铤等)、套管及油管等。据统计,每钻进1m,约需油井管62kg,其中套管48kg、油管10kg、钻杆3kg、钻铤0.5kg。近年来,我国每年消耗油井管超过200×104t。油井管在石油工业中的地位不仅表现为用量大、花费高,更重要的是其质量和性能直接决定了我国石油工业的发展。由于油井管服役条件恶劣,常在高温、高压、腐蚀环境下使用,因此开发安全可靠性高、使用寿命长、经济实用的油井管是提高油井、油田寿命,发展我国石油工业的必要前提。略……
第四节 市场状况分析及预测
目前新勘探开发油田地质条件日趋复杂,导致油井深度不断加深,根据美国能源部对国际上的井深趋势进行的统计,自1978年以来全球石油天然气平均井深增加了一倍,并且呈继续增长趋势;全球90%的油田为成熟油田,单口油井产能总体呈下降趋势,石油开发商为稳定产能,需要增加加密井(在成熟油田中新增油井);石油钻采设备中,油井管属于损耗品(损耗周期在几个月至几年),在地质条件日趋复杂的环境下,导致该等产品的需求量快速增加。
第五节 供需状况分析及预测
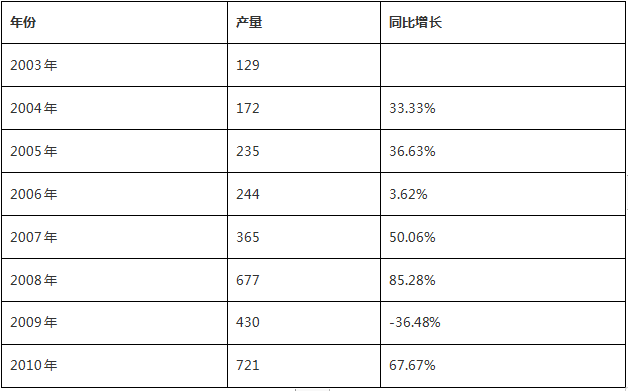
一、供给情况及预测
2003-2010年油井管产量统计
单位:万吨
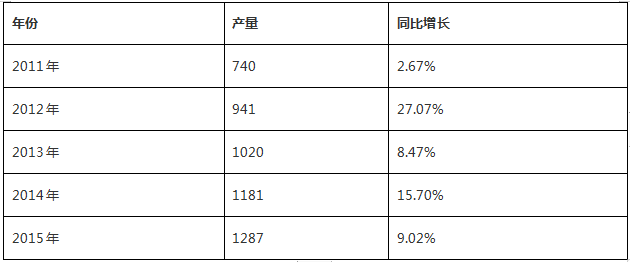
2011-2015年油井管产量预测
单位:万吨
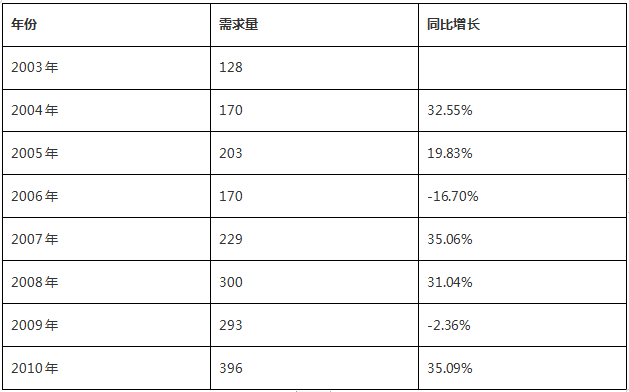
二、需求情况及预测
2003-2010年油井管需求统计
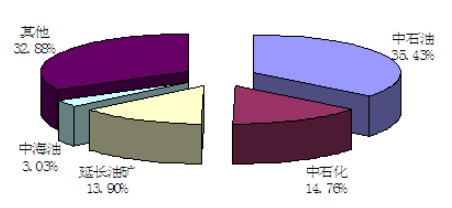
2010年油井管需求分布
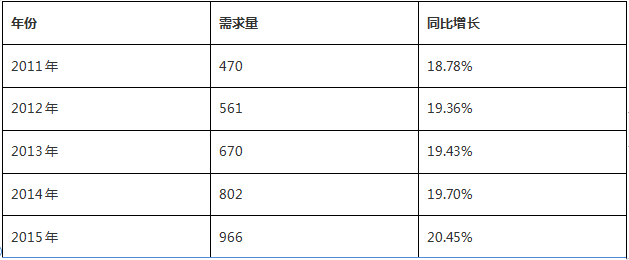
2011-2015年油井管需求预测
单位:万吨
第六节 市场价格分析及预测
2009-2010年我国短缺的油井管产品特殊扣的价格在1.6-2.3万元/吨。而Super13Cr的价格为4万元,非API为1.2-1.3万元/吨,普通油管价格为0.6-0.8万元/吨。通过分析比较油井管与原有价格的关系,可以看到二者的长期价格趋于一致,前者价格波动幅度较小,且二者短期走势(1、2年)存在背离情形,油井管主要应用在勘探领域,其工期相对较长,对油价的敏感度也没有采油、炼油环节那么敏感,因此预计未来几年油井管的价格基本保持稳中有升的走势。略……
第七节 国内油井管产品技术工艺研发动态
一、宝钢成功批量生产110钢级13Cr油井管
目前,宝钢110钢级13Cr油井管批量生产获得成功,产品性能完全满足用户使用要求。
宝钢研究院与宝钢分公司钢管厂密切协作,成功批量生产出高抗二氧化碳腐蚀深井用110钢级13Cr油井管,性能完全满足用户使用要求。
近年来,东北地区油田的勘探开采急需110钢级抗二氧化碳腐蚀油井管,但目前国内生产处于空白。该公司研发人员经反复试验,成功冶炼并批量试制出了该产品。
二、包钢集团技术中心研发的N80钢级新钢种油井管通过国家检测
目前,由包钢集团技术中心自主研发的N80钢级油井管,经过严格检测,各项性能指标都符合美国石油学会(API)标准要求,标志着这个研制项目获得突破性进展。
包钢N80钢级新钢种油井管的研制从08年10月开始着手。目前,首批400吨小批量试制产品已发往用户。这项高附加值新产品的成功研发,对包钢开拓市场、增加经济效益有着重要意义。
三、宝鸡石油钢管研制出国内首根EWSR油井管
由宝鸡石油钢管有限责任公司自主研制的国内首根EWSRN80Q油井管,顺利通过国家石油管材质量监督检验中心的检测评价,各项性能指标均达到APISpec5CT标准要求。这表明该公司已成为中国第一家掌握同类产品生产技术和工艺的企业。
EWSR(热张力减径)油井管采用高频焊接技术、热机械轧制技术和特殊热处理工艺相结合的生产方式。由于该产品既具有焊接油井管的良好几何尺寸和韧性,又具有无缝油井管的均匀组织和性能,因此,可广泛应用于油管和套管领域。目前,EWSRN80Q油井管在美国等发达国家的市场份额已达到50%左右,市场潜力巨大。
第八节 国外油井管产品技术工艺研发动态
一、美国
近年来,对油井管的性能要求复杂化,主要分为;高强、抗压溃、高韧性、抗高温、抗H2S、抗CO2,高强和抗压溃结合,高强和抗H2S结合、抗H2S和抗CO2结合、抗压和抗H2S结合、抗湿CO2。和抗氯离子结合以及抗高温和抗腐蚀结合等。对于这些复杂要求,许多生产厂进行了大量的开发工作,生产出比API(美国石油协会)规范钢级范围更广的钢种,同时制定了与API规范相对应又比其要求更严,适用面更广的企业标准。如美国钢铁公司的USS一系刿,以及曼内斯曼/加拿大SOO-系列。这些公司产品中包括适用于各种不同条件的钢种,主要分为:①碳素钢+阻化剂②低合金钢+阻化剂③9Cr钢④13Cr钢⑤双相不锈钢,⑥高级合金钢。目前这些执行企业标准的产品已得到甩户的认可,占领了相当的市场。
二、日本
随着石油、天然气的开发向地层深处及海洋发展,开发环境不断恶化,目前国外对油井管、管线管的需求正在由以前的碳素钢管向高合金不锈钢管转化。近年来,日本根据不锈钢油井管、管线管需求增加的趋势,研制了耐腐蚀性能比API-13Cr更强的HP13Cr油井管,开发了管线管用11Cr,12Cr钢管。为了提高质量、降低成本,改进了不锈钢管生产工艺和轧制工具,克服了不锈钢因变形抗力大而难以轧制以及轧制工具寿命短的不利因素,提高了生产力,从而降低了生产成本。
三、欧盟
由于钻井深度的不断增加和地质条件的复杂,对接箍和丝扣提出了新的要求,如对密封性、抗磨损性,抗硫化物应力腐蚀断裂性(简称SSCC)等。为此,德国开发出新的丝扣,如Ω丝扣等。
第九节 近年国内外油井管技术工艺研发成果回顾
目前我国除四川的油气田存在较严重的H2S腐蚀以外,其他油田还没有类似严重程度的寓蚀介质。个别油气口的部分区域有诸如湿CO2等腐蚀介质,需要用不壤钢油井管,如L-8O-13Cr。但目这类湖井管价格为一般油井管的数倍,经济上不合算,所以凡需用不锈钢油井管的油井,或封存或用一般管代替。到目前为止,我国基本上不使用不锈钢油井管和高合金钢油井管。
从目前我国已有和正在开发的油田使用油井管的钢级来看,今后以碳钢和低合金钢(即J级、N级和P级油井管)为主的情况不会有大的改变。只是随着西部油田的开发,强度高一些的钢级,如N80和P110所占的比例要有所增加,抗H2S以及其他要求的油井管比例在l0%以下。
1987年我国生产的焊接油井管开始在几大油田试用。试用井表层套管最深用到500m,油层套管最深达到2000m, 钢级为J-55和N-80,到1092年底试验井仍正常工作。
目前石油天然气总公司每年使甩的J-55级表层套管基本上是焊接油井管,赊四川外,各油田都有使用。使用深度在几百米范围内,至今未发生问题。由于焊接油井管价格便宜,油田一般对表层套管使用了焊接油井管。但是,在油层套管及油管上较普遍使用焊接油井管,财需进行大量的跟踪试验和检测工作,此项工作正在一些油田进行。
我国接箍的使用仍以API规范的要求为主,但在订货时增加了诸如焊接冲击韧性及过渡带增长等一些API规范以外的要求。西部新开发的油井深度一般在3000~6000m,属于深井范围,多数油田又在沙漠中,需要用高强度钢级和丝扣密封性能好的接箍。
目前,中国油井管的国内市场占有率已经超过80%,并且已连续2年成为净出口产品。在品种开发方面,国内不少企业勇于创新,不仅生产出了按API标准要求的K、N、C、P钢级套管,还根据用户需求开发出了具有自主知识产权的系列套管,如天津钢管公司开发出了TP系列的抗挤毁套管、抗腐蚀套管、抗高温热采井用套管、超深井用套管以及特殊扣气密性套管,其中TPl30TT高抗挤毁套管其抗挤毁强度达到167MPa以上;TPll0TSS高抗挤毁抗腐蚀套管在氯化钠5%、醋酸0.5%的氧化性腐蚀溶液中,720小时不断裂;TP140V套管下井深度达到6936米(近期这一纪录还将被打破);NC一3Cr抗二氧化碳腐蚀套管已经批量发往塔里木油田下井使用。另外宝钢、成都无缝也都开发出了自己的系列产品。虽然中国无缝钢管行业在油井管方面取得了举世瞩目的成绩,但在一些高端产品开发方面尚没有过关,如13Cr、超级13Cr钢的夹杂物及S、P含量的控制(S小于10ppm,P小于15ppm),热处理的性能控制以及丝扣加工中的质量控制等还存在一系列问题,柔性油管、膨胀套管的开发尚属空白。略……
第十节 投资项目地推荐
全国分为6个含油气区:东部,主要包括东北和华北地区;中部,主要包括陕、甘、宁和四川地区;西部,主要包括新疆、青海和甘肃西部地区;南部,包括苏、浙、皖、闽、粤、湘、赣、滇、黔、桂10省区;西藏区,包括昆仑山脉以南、横断山脉以西的地区;海上含油气区,包括东南沿海大陆架及南海海域。中国石油资源的勘探程度还很低,勘探领域主要是陆相地层。
除陆地石油资源外,我国的海洋油气资源也十分丰富。中国近海海域发育了一系列沉积盆地,总面积达近百万平方公里,具有丰富的含油气远景。这些沉积盆地自北向南包括:渤海盆地、北黄海盆地、南黄海盆地、东海盆地、冲绳海槽盆地、台西盆地、台西南盆地、台东盆地、珠江口盆地、北部湾盆地、莺歌海——琼东南盆地、南海南部诸盆地等。中国海上油气勘探主要集中于渤海、黄海、东海及南海北部大陆架。
目前海洋油气还有待进一步开发,未来投资项目应逐渐向沿海一带倾斜。
第十一节 投资发展建议(CMRN建议)
1、调整产品结构
总的方针是:限制低端产品的发展;积极发展高端产品,全面取代进15;适当发展高性能ERW油井管;进一步推进油井管的出口,特别是增加高端产品在国际市场上的份额。
1)积极发展高端产品.全面取代进口油井管的高端产品一般指非API钢级与特殊螺纹接头油井管。我国非API油井管产品总体上已经达到或接近国外同类产品的技术水平。与国外产品有明显差距的仅有超级13Cr、双相不锈钢和耐蚀合金油套管、抗硫钻杆以及特殊螺纹接头油井管。因此,我国应重点开发以下高性能油井管。
(1)对照国外现有非API油井管系列,填平补齐:①满足IRP(或类似标准)的抗硫钻杆(sS105、SU95等);②CO2+少量H2s和/或cl一环境用超级13Cr、22Cr双相不锈钢、25Cr超级双相不锈钢油套管:③夏比冲击功达到屈服强度1/10的V140、Vl50钢级高韧性套管;④耐蚀合金G3、825、028套管,028、825油管;⑤更多优良品种的特殊螺纹接头油套管。
(2)开发更高层次的高性能油井管:①满足“先漏后破”准则的150、170钢级钻杆;~ss12o、SS135(140)钢级抗硫钻杆;③夏比冲击功达到屈服强度1/10的V170钢级高韧性套管:④125SS、140S钢级抗硫油套管;⑤抗挤性能达到API标准规定值160%以上的超高抗挤套管;⑥HS+CO2+Cl一和元素S共存时的较经济的耐蚀合金油井管。
2)适当发展高性能ERW油套管
我国油井管总体上供大于求,但高性能ERW油套管尚有一定的发展空间。ERW焊管的性能特点比较适合某些高端油套管:由于ERW所用板卷系低碳微合金化钢经TMCP轧制而成,母板韧性高,而高频电阻焊可以做到焊缝和热影响区的韧性达到母板相同的水平。可以用来制造具有高韧性的超高强度油套管;TMCP属热机械处理(形变热处理),具有遗传性,经过整体热处理后强韧性可进一步提高,具有制造V140、V150甚至V170超高强度油套管的条件:ERW用板卷韧脆转化温度低,可用于开发低温状态使用的油套管;ERW油套管采用热轧板卷作为原料,尺寸精度高(例如,壁厚精度可控制在±0.2mm,内毛刺高度可控制在一0.2mm~+0.5ram).所制成的ERW焊管可用于制造高抗挤、超高抗挤等高端套管。
待开发的高性能ERW油套管品种:①高抗挤、超高抗挤套管。利用ERW焊管的尺寸优势,以及相对于无缝钢管的力学性能优势,发展高抗挤、超高抗挤套管;②具有高韧性的超高强度油套管利用ERW焊管母材TMCP技术、全管体热处理技术,生产具有高韧性的超高强度油套管,满足我国深井超深井等复杂工况油气井勘探与生产需要:③高强度酸性环境用油套管。ERW焊管经热张力减径和整体调质处理,有利于提高产品抵抗微裂纹扩展的能力。降低硫化物应力腐蚀开裂敏感性,满足我国川渝地区高含Hs油气田的深井开发与生产需要;④兼顾抗硫和抗挤性能的油套管;⑤膨胀管及连续管。
需要强调的是.适当发展高性能ERW油套管,不包括中低端ERW油套管。国外的经验表明.J55、N80等中低端ERW油套管占有一定市场份额.主要是在价格上有优势(在国际市场上比同钢级、同规格无缝钢管油套管便宜12%~26%),而有价格优势的ERW油套管企业,一般是第一类企业,即具有炼铁、炼钢、轧板、制管和管加工全产业链的企业,而我国这类企业屈指可数。众多第二、三类企业在价格上是缺乏竞争力的,其出路是发展高性能ERW油套管,但高端ERW油套管的需求量有限,即市场容量较小.因此应慎重决策。
2、加强行业自律和行业协调
认真执行中国钢铁工业协会制定的《钢铁行业规范国内钢材市场秩序自律公约》。各企业必须解决好供需平衡问题,坚持没有合同不组织生产,避免盲目的价格竞争。建议国家尽快采取措施,解决钢管企业行业管理十分薄弱的局面。
3、加快企业兼并重组步伐,提高产业集中度
2008年,我国油井管生产前5位企业的产量合计为331万t,占全部227家油井管企业总产量的50%.说明大部分油井管生产企业规模过小。Tenaris、V&M等都是跨国集团,Tenaris在全球有22家分公司,V&M有15家分公司。因此,建议有条件的企业抓住当前的有利时机,加入到兼并重组的行列,以市场为导向,以资产为纽带,以优势企业为龙头,实现优势互补,专业化分工,做大做强。另外,可考虑在国外投资建厂。略……
上一篇 : 盐酸乙脒产品项目市场分析
下一篇 : 元明粉产品项目市场分析